Ыстық балқымалы желімбір түрі болып табыладыпластикалық желім, оның физикалық күйі температураның өзгеруімен өзгеруі мүмкін, бірақ оның химиялық қасиеттері өзгермейді, сондықтан ыстық балқыма желімінің қоршаған ортаны қорғау көрсеткіштері өте жақсы.Ыстық балқыма желімінің өзі қатты, оған оңай орау, тасымалдау, сақтау, қарапайым өндіріс процесі, жоғары қосылған құн, жоғары жабысу күші және жылдам жылдамдық артықшылықтары ұнайды.
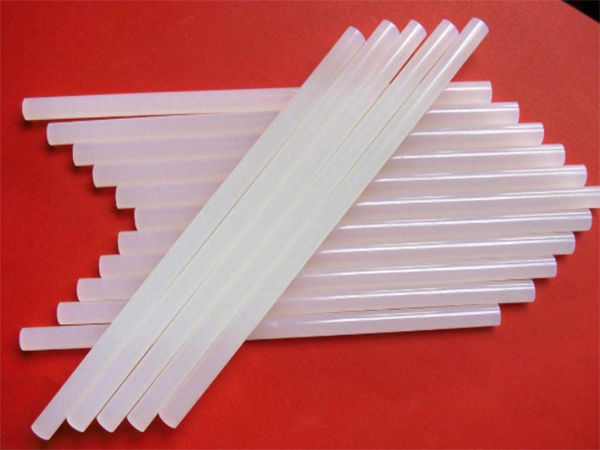
Ыстық балқыма желімінің жалпы көрінісі негізінен ақ, ал кейбіреулері мөлдір.Сонымен, балқытылған желім мөлдір және ақ болуы үшін не істеу керек?Субанг өндіріс процесінде судың аз мөлшерін қосуды ұсынады.Ыстық балқытылған желім флуоресцентті ағартқыш.
Этилен және винилацетат ыстық балқыма желімдерінің негізгі шайырлары болып табылады, олар жоғары температурада және жоғары қысымда сополимерленеді, атап айтқанда EVA шайыры.EVA шайыры ыстық балқымалы желім жасаудың негізгі компоненті болып табылады және ыстық балқыма желімінің негізгі өнімділігі шайырдың пропорциясы мен сапасымен анықталады.Дегенмен, EVA балқытылған саусақты таңдау өте маңызды.Балқыған саусақ неғұрлым кіші болса, соғұрлым сұйықтығы нашар болады және соғұрлым күшті болады.Балқу температурасы неғұрлым жоғары болса, адгеренттің ылғалдануы мен өткізгіштігі соғұрлым нашар болады.Керісінше, балқу индексі тым үлкен болса, желімнің балқу температурасы төмен, сұйықтығы жақсы, бірақ жабысу күші төмендейді.оның көмекші таңдау, ол этилен және винилацетат тиісті қатынасын жасауға ең жақсы болып табылады.

Біріншіден, шикізаттың әртүрлі пропорциялары бар ақылға қонымды формулаларды тұжырымдаңыз, дайындалған ыстық балқытылған желім шикізатын реакциялық шәйнекке қосыңыз және ыстық балқыма желіміне арналған флуоресцентті ағартқыштың тиісті мөлшерін өндіріс процесінде шикізатпен біркелкі араластырыңыз, әдетте бір тонна шикізат Шамамен 200 г қосу өте жақсы нәтижелерге қол жеткізуге болады.
Оны еріту үшін температураны арттырыңыз және жақсылап араластырыңыз.Содан кейін реакциялық шәйнекте еріген каучукты белгілі бір температураға дейін суытып, жұмыс істеп тұрған экструдерге салыңыз.Экструдердің экструзия жылдамдығы резеңкенің әртүрлі түрлеріне сәйкес таңдалуы мүмкін.
Экструдер экструзия басындағы дөңгелек экструзия тесігі арқылы су ыдысына ыстық балқымалы желімді сығады.Ыстық еріткіш желім салқындатқыш сумен кездескенде бірден пішінге ие болады.Желім таяқшасы алдын ала салқындатылған және бірінші салқындатқыш су ыдысы арқылы пішінделген.Желім шашатын машинаның тартқыш машинасы екінші салқындатқыш су ыдысына түседі, ал желім үлгісі екінші салқындатқыш су ыдысында толығымен салқындатылып, пішінделеді.Су ыдысындағы желім таяқшасының жұмыс жылдамдығы экструдердің экструзия жылдамдығымен бақыланады, осылайша тартқыш машина Тарту жылдамдығы экструдердің экструзия жылдамдығымен синхрондалады.
Экструзия жылдамдығы, салқындату параметрінің жылдамдығы мен тарту жылдамдығы арасындағы байланысты реттеңіз және басқарыңыз, содан кейін салқындатылған ыстық балқыма желімін дайын өнімдерге кесіңіз және орау.қосылғаннан кейінгі ыстық балқыма желімінің ақтығы мәніфлуоресцентті ағартқыш агентбірнеше ұпайға жақсарғаны анық, ал кейінгі кезеңде сарғаю оңай емес.
Жіберу уақыты: 29 сәуір 2022 ж